Werkstatt Dokumentation
Hornung & Möller - Flügel, Kopenhagen
 1 Bevor der Resonanzboden ausgespänt werden kann, muss er vorsichtig hochgekeilt werden. |
 2 Der Resonanzboden sollte sehr langsam über einen längeren Zeitraum auf eine geringe Restfeuchte heruntergetrocknet werden. Hier im Doppelpack mit noch einem anderen Instrument. |
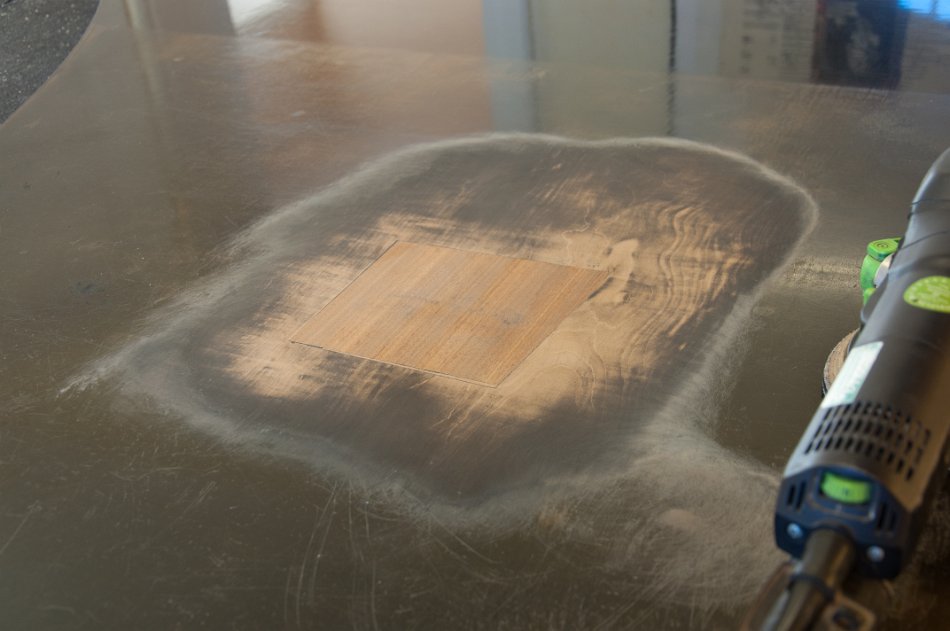
 3 Die Risse werden mit einer handlichen Oberfräse (kleinstes Modell von Festool) und einer Eigenbau-Vorrichtung ausgefräst. |
 4 Die Führungsschienen müssen gut fixiert werden. Dafür muss der Boden von unten gut mit Holzkeilen zwischen Rippen und Rasten abgestützt werden. |
 5 Die Risse können bis nah an den Steg sauber ausgefräst werden. Man benötigt in jedem Fall eine Fräserverlängerung. |
 6 Um eine saubere Fräsung zu erhalten ist es wichtig in mehreren Schritten jeweils nur wenig Material abzunehmen. |
 7 Um eine gute und dauerhafte Verbindung zu erreichen, sollten die ebenfalls gut getrockneten Fichtenholzkeile nach dem Einleimen mit traditionellem Warmleim oder Fischleim (auch Propellerleim von Bindan eignet sich hervorragend) gut in die Nut gepresst werden. |
 8 Vor allem wenn die Risse keinen glatten Verlauf aufweisen ist es unumgänglich mit einer Fräse zu arbeiten. |
 9 Die Keile sollen die Nut bis auf den Grund vollständig ausfüllen. |
 10 Passende Fichtenholzkeile gibt es fertig im Fachhandel zu kaufen. Preiswerter ist es allerdings, sich diese aus einem alten Resonanzboden mit einer guten Bandsäge selbst herzustellen. |
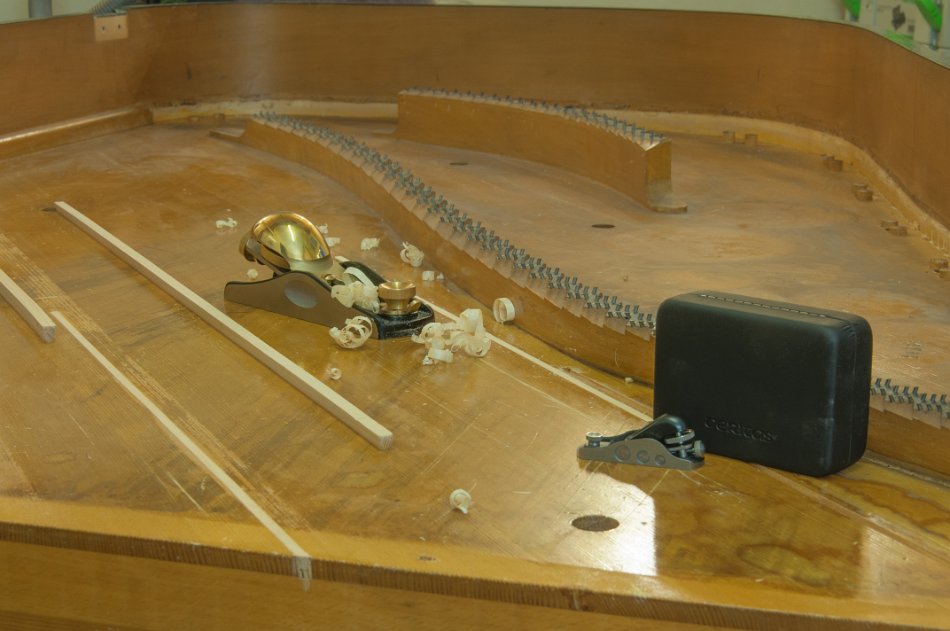 11 Nachdem der Leim gut abgebunden hat, werden die Überstände mit einem gut geschärften Stechbeitel grob abgestochen und mit der Resonanzbodenoberfläche bündig gehobelt. Hier mit dem Mini-Einhandhobel der Firma VERITAS. |
 12 An engen Stellen, wo man mit dem Hobel nicht hinkommt, wird mit der Oberfräse und einem Nutfräser bündig gefräst. |
 13 Dieser kleine hochwertige Taschenhobel ist vorzüglich für eine solche Arbeit geegnet. |
 14 Beim Schärfen der Stechbeitel und Hobelmesser mit dem großen Modell von Tormek (T7). Hier mit einem 4000er Stein. Die Schneide kann sehr schonend nachgeschärft werden. Zugegeben nicht ganz billig aber im Nachhinein eine sehr lohnende Investition! |
 15 Ist das Hobelmesser rasiermesserscharf, können hauchdünne Späne abgenommen und somit sehr präzise gearbeitet werden. |
 16 Der Boden wird mit einer Ziehklinge vom alten Lack befreit... |
 17 ... und anschliessend abgestuft geschliffen. Man darf jedoch nicht zuviel Material wegnehmen. Tiefe Kratzer und andere größere Fehlstellen sollten keinesfalls herausgeschliffen werden, sondern mit einem geeigneten Füllmaterial (z.B. 2K Rex-Lith) geschlossen werden. |
 18 Der Boden ist fertig geschliffen. |
 19 Der letzte Schliff sollte mit Körnung 240 erfolgen. |
 20 Der Resoanzboden ist nun wieder eine geschlossene stabile Fläche... |
 21 ... und sollte auch bei trockenem Zentralheizungsklima keine Risse mehr bekommen. Trotzdem sollte die rel. Luftfeuchtigkeit im Aufstellungsraum 40% keinesfalls unterschreiten. Der optimale Wert liegt bei 55% (+-5%) |
 22 Hauptverursacher von unangenehmen Nebengeräuschen sind meist weniger die sichtbaren Risse im Resonanzboden an sich sondern vielmehr losgelöste Resoanzbodenrippen und/oder Resonanzbodenlager. Die Verleimung sollte daher sehr genau geprüft werden. |
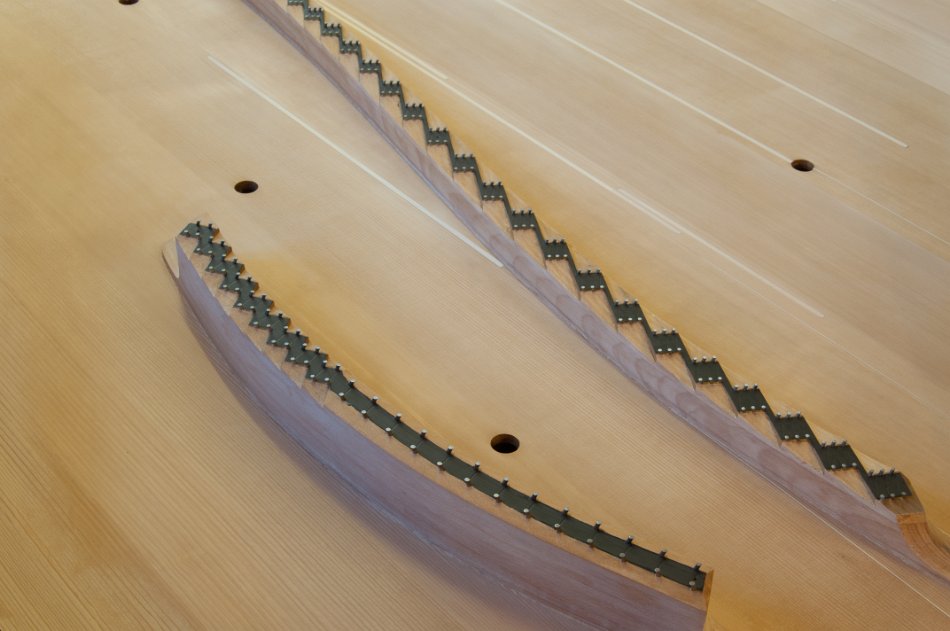 23 Die Stege sind auch nach über hundert Jahren in einem tadellosen Zustand. |
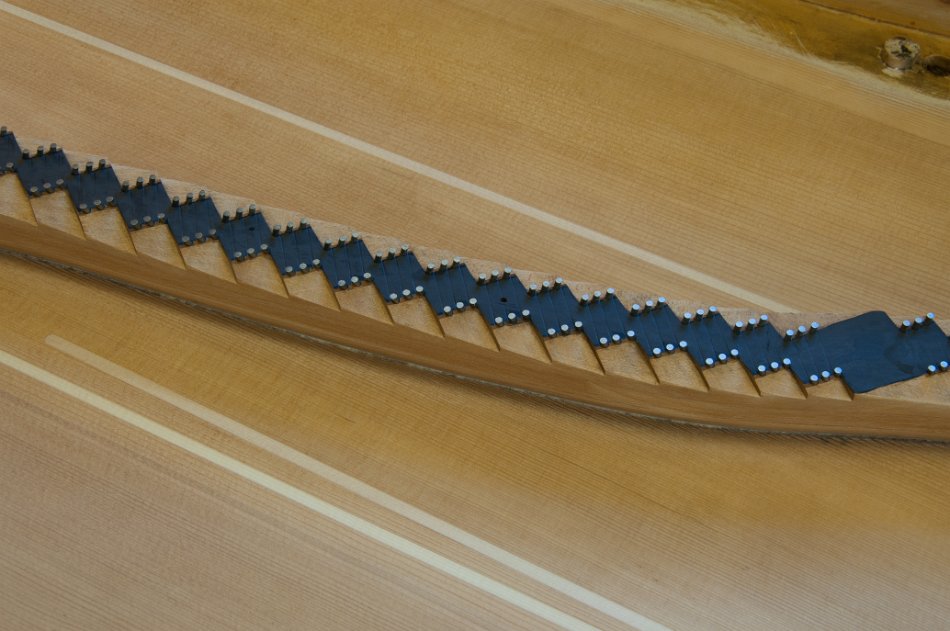 24 Der Steg wurde gesäubert und neu graphitiert. |
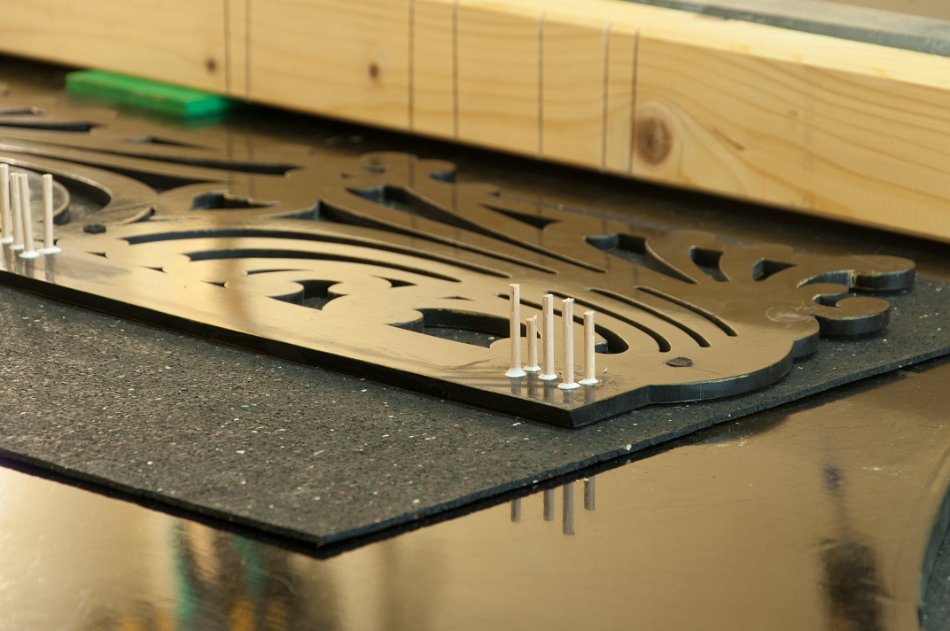
 25 Die Stegkappen müssen vor der Lackierung abgeklebt werden. |
 26 Der Boden wurde mehrmals im Spritzverfahren mit einem 2K-Lack lackiert. |
 27 Man kann den Boden auch mit einem traditionellen Resonanzbodenlack auf Spiritusbasis (z.B. Kirol) von Hand streichen, bekommt dann aber keine so saubere und glatte Oberfläche. |
 28 Einige behaupten, dass der Klang durch die Verwendung unterschiedlicher Lacke beeinflusst wird. Auch sollen mit Schellack polierte Instrumente anderes klingen als solche mit Polyester-Überzug. Diese Meinung teile ich nicht! |
 29 Gehäuseteile (hier der Flügeldeckel) werden demontiert. |
 30 Die originale Lackoberfläche könnte bestimmt spannende Geschichten aus über hundert Jahren und zwei Weltkriegen erzählen. |
 31 Schäden an den Gehäuseteilen werden repariert |
 32 Die Scharnierlochbohrungen des Notenpults werden mit Buchenholz ausgedübelt. |
 33 Schadhafte Furnierstellen werden ausgebessert |
 34 Die Tuchgarnierung der Notenpultführungen werden sauber ausgefräst. Hier mit einer Tischfräse. Es handelt sich um eine Casals-Oberfräse die in einer Eigenbau-Vorrichtung als Tischfräse umfunktioniert wurde. |
 35 Der Korpus wurde geschliffen und Fehlstellen mit einem 2K-Füllmaterial geschlossen. |
 36 Man sollte immer großflächig schleifen, da auf der fertigen Lackoberfläche (vor allem bei Hochglanz!) die kleinsten Dellen sichtbar werden. |
 37 Natürlich muss das Instrument auch von unten gut abgeklebt werden. |
 38 Hier kommt eine Spezial-Abdeckfolie der Firma Mipa zum Einsatz. Spritznebel kann auf der Oberfläche gut anhaften. |
 39 Da die Unterseite nicht beschichtet ist, muss unbedingt darauf geachtet werden, dass die richtige Seite nach aussen zeigt! |
 40 Nach dem 2K-Füllerauftrag (weiss) kann mit Kontrollschwarz-Pulver beim Zwischenschliff eine porenfreie glatte Oberfläche geschliffen werden. |
 41 Das Pulver dient nur dazu, auch kleinste Unebenheiten durch den hohen Kontrast beim Schleifen sichtbar zu machen. |
 42 Dieser vordere Flügeldeckel ist fertig für die abschließende schwarze 2K Füller- und Decklackbeschichtung |
 43 Der Korpus wurde schwarz gefüllert und ist fertig für die Decklackbeschichtung |
 44 Vorbereitungen zum Decklackieren mit einem zweikomponentigen Polyurethan-Lack. Verwendet wird eine Satajet 4000 die auch in professionellen Lackierereien das Maß der Dinge ist. Um absolut saubere Spritzluft zu erhalten, benötigt man einen guten mehrstufigen Filter. |
 45 Der Korpus wurde schwarz beschichtet. |
 46 Der verwendete Lack ist extrem kratzbeständig und robust. |
 47 Im Gegensatz zu den preiswerten 1K-Nitrolacken gibt es keine Probleme mit der Haltbarkeit des Glanzgrades. Hier entsteht nämlich an stark beanspruchten Stellen ein höherer Glanzgrad, der nicht mehr schön aussieht. |
 48 Auch die Lichtbeständigkeit ist im Gegensatz zum traditionellen Schellack hervorraged. |
 49 Metallbeschläge aus Messing werden auf Hochglanz poliert. Die alten Teile sehen hinterher oft wie neu aus. Zum Einsatz kommt ein Poliermotor mit variabler Drehzahl. Das ist wichtig, wenn damit auch Lack auf Hochglanz poliert werden soll, da bei der gewöhnlichen Drehzahl von fast 3000 U/min zu viel Hitze entsteht und der Lack Blasen wirft. Es lassen sich Schwabbelscheiben bis 30cm montieren! |
 50 Der fertig lackierte Korpus wird gegen Staub geschützt. |
 51 Die Filzgarnierungen der akustischen Anlage werden auf dem Multifunktionstisch zugeschnitten. |
 52 Verwendet wird fester roter Kasimirfilz. |
 53 Das Instrument wird besaitet. Der Stimmstock muss gut abgestützt werden. |
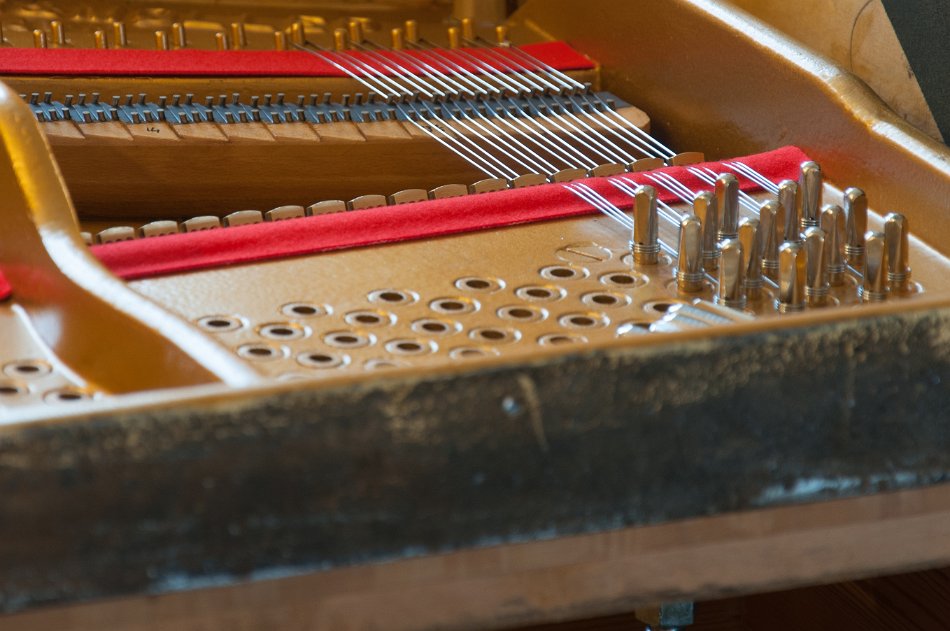 54 Bei einigen Fabrikaten kann die Mensur bzgl. der Saitenstärken optimiert und dadurch klangliche Verbesserungen erreicht werden. |
 55 Der Zugkraft- und Inharmonizitätsverlauf bei Hornung&Möller-Instrumenten ist mit den originalen Saitenstärken jedoch sehr gut. |
 56 Baßsaiten von der Firma "Gregor Heller" werden aufgezogen. |
 57 Die Tastenabschlussleiste ist fest mit dem Klaviaturrahmen verleimt. Das macht die Lackierung etwas aufwendiger. |
 58 Die Mechanik (Fa. Schwander) wird auf der Werkbank grob vorreguliert. |
 59 Der Tastentiefgang (Druck) kann mit einem Tastenklötzchen aus Holz gemessen werden. Hier muss allerdings immer der gleiche Druck ausgeübt werden. Präziser geht es mit diesem neuen Werkzeug aus der Schweiz. |
 60 Die Hammerköpfe wurden abgezogen, die Steigung kann nun auf 47 mm geschraubt werden, wie beim Modell 195 von Hornung & Möller üblich. |
 61 Auch die Stecherleistengarnierungen sind abgenutzt und müssen erneuert werden. |
 62 Dazu wird die alte Garnierung einfach ausgebohrt und mit einem speziellen Filzstreifen neu ausgarniert. |
 63 Fertig ausgarnierte Stecherleiste |
 64 Fertig besaitetes Instrument |
 65 |
 66 Eine gute Stimmhaltung und Stimmbarkeit ist wieder hergestellt. |
 67 Die Innenseite der Tastenklappe sowie die Elfenbeinbeläge der Ganztontasten wurden auf Hochglanz poliert. |
 68 Ein über hundertjähriges Instrument erstrahlt im neuen Glanz und ist nun bereit für viele Jahre wieder gute Dienste zu leisten. |